R2R控制实操:参数漂移了怎么办?Run-to-Run自动调参指南
R2R逐片调参控制实操指南:EWMA与d-EWMA控制器原理、SISO/MIMO补偿策略、漂移检测方法,以及量测延迟和PM重置等实际工程问题的解决方案。
核心结论
R2R(Run-to-Run)控制的核心是在每次Run之前自动微调工艺参数以补偿设备漂移,EWMA控制器的平滑系数λ一般取0.2-0.5。设备参数不是一成不变的——刻蚀腔内壁膜累积、CMP研磨垫磨损、CVD喷淋头堵塞都导致工艺结果漂移。EWMA控制器通过指数加权移动平均预测下一片的偏移量并自动补偿,d-EWMA双指数控制器可同时跟踪偏移和漂移趋势,实现更精确的参数补偿。
跑过量产的工程师都知道,设备参数不是一成不变的。刻蚀腔的内壁膜越积越厚,CMP的研磨垫越磨越薄,CVD的喷淋头孔径越堵越小——这些渐进式的变化会导致工艺结果缓慢漂移,直到某天突然超出spec。
等到SPC报警再去调参数,已经晚了——期间跑出的wafer可能全部报废。R2R(Run-to-Run)控制的思路是:在每一次Run之前,根据之前Run的结果,自动微调工艺参数,补偿设备漂移,让输出始终保持在目标值附近。
本文将系统讲解R2R控制的原理和实操方法。
一、R2R控制的基本原理
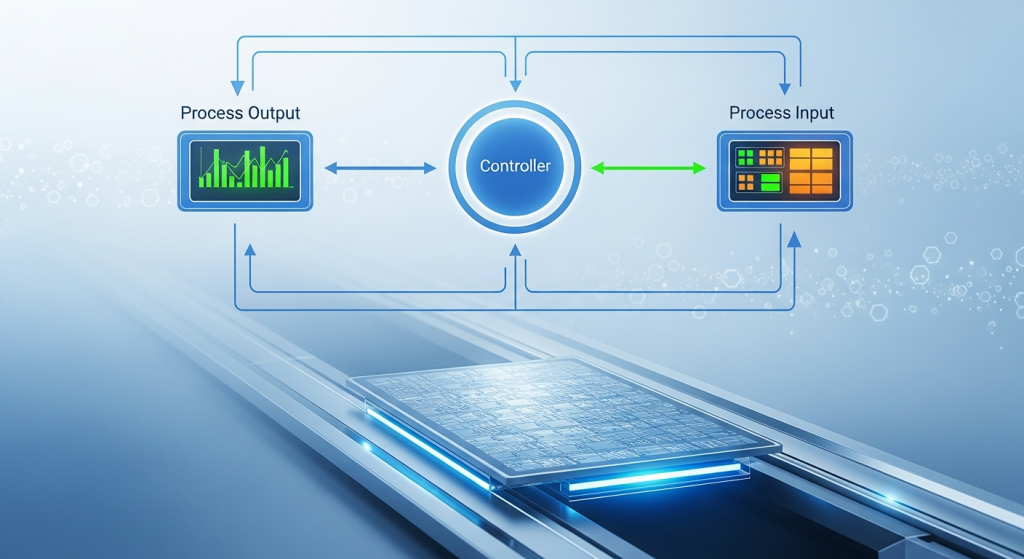
R2R控制本质上是一个反馈控制系统,但它和PID控制器不同——PID是在一个Run内实时调节(秒级),R2R是在Run之间调节(批次级)。
最基本的R2R控制器结构如下:
- Run N 完成,量测结果 Y_N
- 计算偏差:Error_N = Y_N – Target
- 根据偏差,计算Run N+1 的参数补偿量
- 用补偿后的参数跑 Run N+1
- 重复以上循环
关键问题在于第3步:怎么计算补偿量?
最常用的方法有两种:
方法一:EWMA控制器(指数加权移动平均)
这是工业界最广泛使用的R2R算法,原理直观且容易实现。
核心公式:
预测值_N+1 = λ × 实测值_N + (1-λ) × 预测值_N
其中 λ(lambda)是平滑系数,取值范围 0 < λ ≤ 1:
- λ 越大(接近1):控制器对最新数据的响应越快,但对噪声也越敏感
- λ 越小(接近0):控制器越平滑稳定,但对突变的响应越慢
- 实际工程中,λ 一般取 0.2-0.5,具体取值需要根据工艺噪声水平和漂移速度来调整
方法二:d-EWMA(双指数加权移动平均)
标准EWMA对线性漂移的追踪有滞后。d-EWMA在EWMA的基础上增加了一个趋势项,可以更好地追踪线性漂移:
预测值_N+1 = EWMA_N + Trend_N
EWMA_N = λ1 × 实测值_N + (1-λ1) × 预测值_N
Trend_N = λ2 × (EWMA_N – EWMA_{N-1}) + (1-λ2) × Trend_{N-1}
d-EWMA有两个平滑系数(λ1, λ2),调参稍复杂一些,但对有明显趋势漂移的工艺效果显著。
二、R2R补偿策略:单输入单输出 vs. 多输入多输出
SISO(单输入单输出):
最简单的情况——用一个参数(如时间)补偿一个输出(如膜厚)。
举例:CVD沉积膜厚随喷淋头老化逐渐变薄。R2R控制器检测到膜厚偏低后,自动增加沉积时间来补偿。这需要提前建立”时间-膜厚”的线性模型(灵敏度系数)。
灵敏度系数的获取方法:
- 方法一:从DOE数据中回归得到。比如DOE显示时间每增加1秒,膜厚增加5nm,那灵敏度系数就是5 nm/s
- 方法二:在线自适应估计。在R2R控制运行过程中,用RLS(递推最小二乘)算法实时更新灵敏度系数
MIMO(多输入多输出):
实际工艺中,一个输出往往受多个参数影响,而且多个输出之间还有耦合。比如CMP工艺中,去除量和均匀性同时受压力和转速的影响。
MIMO R2R需要建立多元线性模型:
Y = A × X + B
其中 Y 是输出向量,X 是参数调整向量,A 是灵敏度矩阵。补偿量的计算变成矩阵求逆问题。当输出数量多于可调参数数量时,需要用伪逆(Moore-Penrose inverse)来求最优解。
三、漂移检测:怎么知道该启动补偿了?
R2R控制器不应该对所有波动都做补偿——正常的随机噪声应该被忽略,只有真正的系统性漂移才需要补偿。怎么区分?
方法一:CUSUM(累积和检测)
CUSUM检测连续偏差的累积效应:
- 每个Run后,计算 C_N = C_{N-1} + (Error_N – K),其中 K 是容许偏差
- 当 C_N 超过阈值 H 时,判定为漂移
- K 和 H 的选择取决于你想要检测的最小漂移量和可接受的误报率
方法二:EWMA控制图
把EWMA统计量画成控制图,设置控制上下限(通常 ±3σ_EWMA)。EWMA统计量超出控制限就判定为漂移。相比传统的X-bar chart,EWMA控制图对小漂移更敏感。
方法三:假设检验
对最近N个Run的数据做t检验或者回归斜率检验,判断是否存在统计显著的趋势。这种方法更严格,但需要积累足够的数据点。
四、实操中的常见坑和注意事项
-
量测延迟问题:
R2R控制需要每个Run的量测结果来计算下一个Run的补偿。但实际上,量测(特别是离线量测如膜厚、CD等)往往有延迟——Run跑完了,量测结果可能要等几个小时甚至第二天才出来。这期间已经跑了好几个Run了。
解决方案:用VM(Virtual Metrology,虚拟量测)模型,基于设备参数实时预测工艺结果,代替离线量测来驱动R2R控制。
-
PM后重置问题:
设备做完PM(预防性维护)后,设备状态会发生突变(比如换了新部件)。如果R2R控制器继续用PM前的历史数据做预测,会出大问题。
解决方案:在PM后重置控制器状态,用PM后的第一批量测数据重新初始化。
-
过补偿问题:
灵敏度系数不准确或者λ值设置过大时,可能出现”过补偿”——参数调过头了,输出在目标值两侧来回振荡。
解决方案:设置补偿量上限(Clamp),限制单次补偿不超过参数范围的一定比例(比如5%)。同时定期校准灵敏度系数。
-
多Chamber一致性:
多Chamber设备的每个Chamber漂移速度不同,需要为每个Chamber独立运行R2R控制器。但多个控制器的参数调整不能互相冲突——比如共用一个气源的多个Chamber,不能同时要求增大和减小流量。
五、从手动调参到AI自动R2R
上面介绍的EWMA/d-EWMA方法是R2R控制的经典方法,在很多场景下足够好用。但它们有几个根本性的局限:
- 线性假设:灵敏度系数假设参数和输出之间是线性关系,但实际工艺往往是非线性的
- λ值需要手动调:不同工艺、不同设备、甚至同一设备的不同阶段,最优λ值都不一样
- 不能处理非平稳漂移:EWMA适合恒定漂移或缓变漂移,但设备老化的漂移模式往往是非平稳的(比如先慢后快)
这正是NeuroBox E3200内置R2R引擎的设计出发点。它用AI模型替代传统的线性模型和固定平滑系数:
- 非线性建模:用深度学习模型学习参数-输出之间的真实关系,不做线性假设。对高度非线性的工艺(如刻蚀、CMP)效果提升尤为明显
- 自适应平滑:AI模型自动学习最优的响应速度,不需要手动调λ值。当检测到漂移加速时自动加快响应,噪声增大时自动放慢,实现动态平衡
- VM-R2R联动:E3200同时支持VM和R2R功能。VM模型实时预测工艺结果,直接驱动R2R控制器,消除量测延迟问题。整个闭环在50ms内完成
- 边缘实时运行:所有计算在设备侧的E3200硬件上完成,不依赖工厂网络。一台E3200可以同时支持多个Chamber的独立R2R控制
如果你正在搭建或优化产线的R2R控制系统,无论是从零开始还是在现有EWMA方案上升级,NeuroBox E3200 都能提供完整的解决方案。
了解更多:https://ai-mst.com
预约产品演示,请访问官网联系我们,或直接拨打400电话与技术团队沟通。
读完这篇,下一步可以很具体
获取一份产线 AI 评估,看看 NeuroBox E3200 / SECS/GEM 怎么接到您的设备。
把设备类型、当前数据接口、工艺目标或良率问题发给我们。工程团队会先判断适合 VM、R2R、Smart DOE、EIP 还是能源优化,再给出下一步建议。
- 适合晶圆厂、设备商、工艺/设备/自动化团队
- 可从 SECS/GEM、Modbus、PLC、CSV/历史数据开始
- 不需要先提交机密 recipe 或客户图纸

