工艺窗口(Process Window)分析:如何找到你的甜点区
在半导体制造中,每一道工艺步骤都存在一个”安全区间”——在这个区间内,产品质量满足规格要求,良率稳定可控。这个区间就是工艺窗口(Process Window)。找到它、理解它、守住它,是每一位工艺工程师的核心任务。然而随着制程节点不断缩小,工艺窗口越来越窄,传统的手动探索方式已经力不从心。本文将探讨如何借助AI方法高效定位工艺窗口的”甜点区”。
一、什么是工艺窗口,为什么重要
工艺窗口是指在多维参数空间中,使得产品关键质量指标(如膜厚、CD、刻蚀深度、均匀性等)同时满足规格要求的参数组合范围。形象地说,它就是工艺参数的”安全地带”。
工艺窗口的大小直接决定了三件事:
- 良率稳定性:窗口越大,参数漂移对良率的影响越小,生产越稳定。
- 设备容忍度:窗口大意味着设备精度的微小偏差不会立刻引发品质问题。
- 量产可行性:如果工艺窗口过窄,即使实验室跑通了,量产时也可能频繁出现OOC(失控)报警。
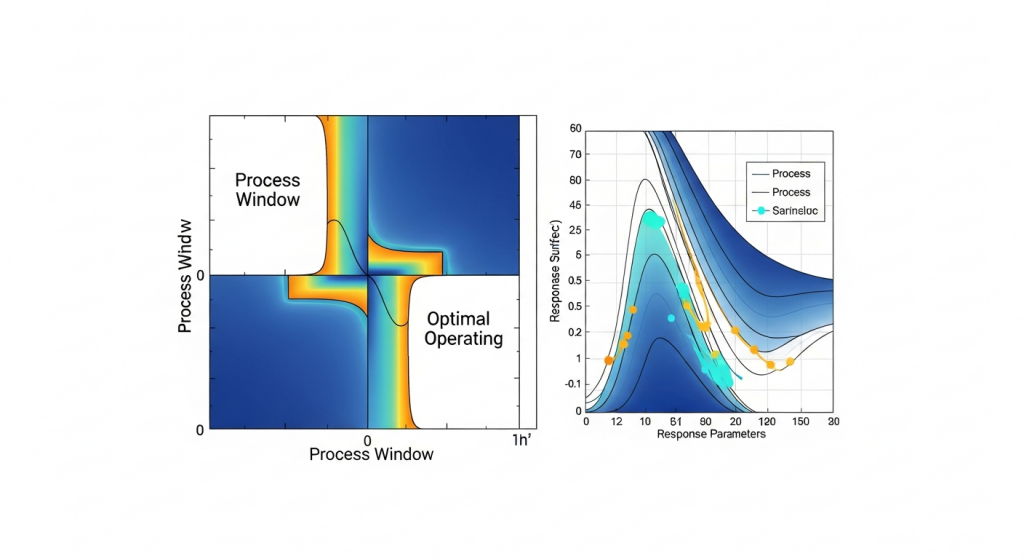
以光刻工艺为例,曝光剂量和聚焦深度构成的二维空间中,CD(关键尺寸)满足规格的区域就是经典的Bossung曲线工艺窗口。在先进节点中,这个窗口可能只有几纳米的余量——稍有偏差就会导致良率崩塌。
二、传统方法:手动扫参数的局限
传统的工艺窗口分析方法可以概括为”一次一因素”(OFAT, One Factor At A Time)或简单的全因子实验:
- 选定目标参数:比如温度、压力、气体流量。
- 逐一扫描:固定其他参数,改变一个参数,跑片测量。
- 绘制趋势图:找到每个参数的合格区间。
- 取交集:各参数合格区间的交集就是工艺窗口。
这种方法的问题显而易见:
- 忽略交互效应:参数之间往往存在耦合,温度和压力的最佳组合不是各自最优的简单叠加。
- 试片成本高:5个参数各扫5个水平,全因子实验需要55=3125次,哪个Fab耗得起?
- 效率低下:工程师可能花几周时间才能大致框定窗口,而设备状态可能已经发生了漂移。
- 结果是静态的:传统方法得到的工艺窗口是某个时间点的快照,无法反映设备老化带来的变化。
三、AI方法:响应面+Cpk等高线
AI驱动的工艺窗口分析从根本上改变了这一范式。其核心思路是用少量实验数据建立参数-质量响应面模型,然后在模型空间中高效搜索最优窗口。
3.1 响应面建模(Response Surface Modeling)
通过DOE(实验设计)获取少量关键数据点(通常只需全因子实验10-20%的试片量),利用高斯过程回归或深度学习模型,构建参数到质量指标的连续映射。模型不仅给出预测值,还给出预测的不确定性——这对定义窗口边界至关重要。
3.2 Cpk等高线法
传统方法只看”参数是否在规格内”,而Cpk等高线法更进一步:在参数空间的每一个点上,计算该点对应的过程能力指数Cpk。Cpk不仅考虑均值是否在规格中心,还考虑了过程变异的大小。
将Cpk值绘制为等高线图,可以直观看到:
- Cpk > 1.67的区域:甜点区,过程能力充裕,可以安心生产。
- Cpk在1.33-1.67之间:合格区,能用但余量不大。
- Cpk < 1.33的区域:风险区,稍有波动就可能超规格。
这比简单的”合格/不合格”二分法提供了丰富得多的信息。
四、工艺窗口可视化:绿区/黄区/红区
有效的可视化是工艺窗口分析落地的关键。集芯科技推荐采用三色分区法进行直观呈现:
- 绿区(Safe Zone):Cpk ≥ 1.67,所有质量指标均有充裕余量,是推荐的生产参数区域。工程师应将设备设定值(Setpoint)瞄准绿区中心。
- 黄区(Warning Zone):1.0 ≤ Cpk < 1.67,质量指标满足规格但余量有限。可以短期使用,但需要密切监控,并考虑参数修正。
- 红区(Danger Zone):Cpk < 1.0,过程能力不足,良率风险高。禁止用于生产参数。
对于多维参数空间(现实中往往涉及5-10个参数),可以通过降维投影或固定非关键参数的方式,生成两两参数的切片视图,帮助工程师理解各参数维度的窗口宽度。
五、窄工艺窗口的应对策略
随着制程微缩,越来越多的工艺步骤面临”窄窗口”甚至”几乎无窗口”的困境。此时需要系统性的应对策略:
5.1 提高设备精度
如果工艺窗口窄到设备本身的控制精度不够,首先要从硬件入手:升级更高精度的MFC(质量流量控制器)、温控模块等。但这往往意味着大量投资。
5.2 引入实时补偿(R2R控制)
通过Run-to-Run控制,根据前一批次的测量结果动态调整下一批次的参数设定值,使实际工作点始终锁定在窗口中心。这相当于用控制精度弥补窗口宽度的不足。
5.3 工艺窗口居中策略
AI模型可以帮助识别窗口中心的最优设定点,使之对所有质量指标的Cpk同时最大化。这是一个多目标优化问题,传统方法很难求解,但AI算法(如Pareto优化)可以高效处理。
5.4 动态窗口更新
设备状态会随时间变化(耗材磨损、腔体污染等),工艺窗口也不是一成不变的。AI系统可以结合实时传感器数据,持续更新工艺窗口模型,在窗口收缩之前发出预警。
六、从分析到落地
工艺窗口分析不应该是一次性的研究课题,而应该融入日常生产管理的闭环中:
- 初始建窗:新工艺开发阶段,用Smart DOE快速建立初始工艺窗口模型。
- 量产监控:将设备实时参数与工艺窗口模型比对,任何参数漂移到黄区立即报警。
- 持续更新:积累量产数据,持续修正和细化窗口模型。
- 跨设备扩展:将一台设备上验证的窗口,通过Chamber Matching技术推广到其他设备。
这个闭环正是集芯科技NeuroBox产品体系的核心理念——让AI真正服务于工艺工程师的日常工作。

